輝龍過濾集團
杭州輝龍過濾技術有限公司
菲天品牌過濾袋
輝龍過濾集團
杭州輝龍過濾技術有限公司
菲天品牌過濾袋

與常規的控制系統設計一樣,袋式除塵系統自動控制硬件設計首先必須滿足工藝專業提岀的控制要求.雖然對控制精度的要求不高,但控制內容和所需硬件種類并不少,涉及主控制器,檢測器件,人機界面,執行器,顯示儀表等.
工況檢測及故障診斷通過硬件和軟件的配合來實現,根據除塵系統監控的需求,設置各工藝參數檢測裝置和各設備運行狀態檢測裝置,控制系統實時采集,顯示工藝參數及設備狀態.在軟件上設計各類故障診斷程序,顯示故障和報警,并輸出故障處置...
小型除塵器的卸,輸灰設備少,流程短,只需要設灰斗料位檢測,在控制室和機旁啟,停控制即可.大型袋式除塵器的卸.輸灰設備數量多,需按一定的流程控制.一般要求開機時從卸,輸灰裝置的最末端開始,順序聯鎖啟動各設備.停機時逆順序關...

溫度控制有以下三種方式,開關式兩位控制當煙氣溫度高至上限設定值時啟動降溫裝置,例如,開始噴霧,或開啟混風閥.比例(準比例)控制根據煙氣溫度及煙氣流量計算降溫介質加入量(例如噴霧量或混風量),并據此控制降溫裝置的投入幅度....
常見的清灰控制方式有定時控制,定壓差控制,智能控制等.
除塵器阻力控制是通過控制清灰而實現的,所以阻力控制也常被稱為清灰控制.這一過程由除塵器阻力檢測,清灰控制裝置,清灰執行機構,清灰動力等幾個環節來完成.檢測除塵器的進出口壓差,將此信號送至清灰控制裝置,控制裝置分析判斷阻力...

除塵器布袋所使用的覆膜濾料要在進行織造濾材或非織造濾材表面形成覆蓋1層PTFE薄膜發展而成.覆膜的目的就是在于學生產生影響表面信息過濾,只讓氣體經過濾材,而把這些氣體中所含的粉塵留在濾材表面.覆膜濾料性能更加出色,其過濾...
脈沖閥的工作原理膜片或活塞把脈沖閥分成前,后兩個氣室,當接通壓縮氣體時,壓縮氣體通過節流孔進入后氣室,此時后氣室的壓力推動膜片或活塞向前緊貼閥的輸出口,脈沖閥處于“關閉”狀態.接通電信號,驅動電磁先導頭銜鐵移動,閥的后氣...
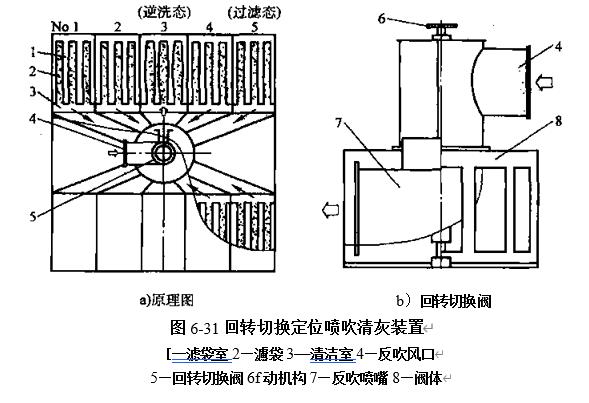
回轉切換閥是針對分室結構類袋式除塵器切閥門多,故障率高,運行不可靠而開發的一項專利技術,用一閥代替多閥,實現分室切換定位反吹清灰. 三狀態閥是為實現三狀態清灰而專門開發的筒形閥體,與回轉切換閥配合使用.
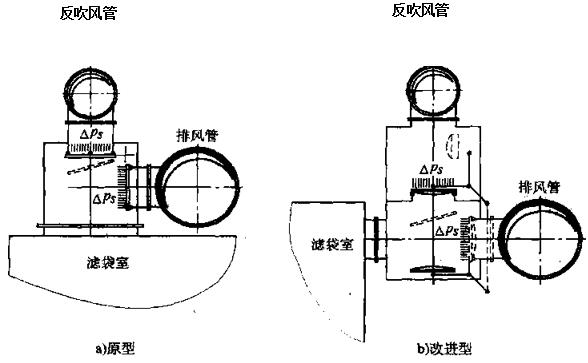
改進型三通閥為雙室結構,采用球面形雙閥板,同步回轉90°,對兩個閥座實現開關切換,有效解決了通用型三通閥存在的問題.
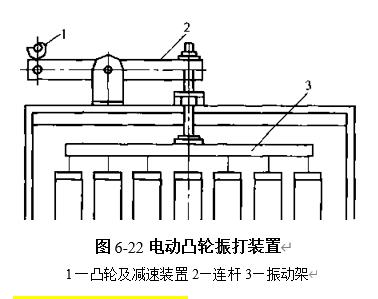
電動凸輪振打裝置由凸輪連桿,振動架以及電動機減速裝置組成. 電動偏心輪振打裝置由偏心輪,彈簧,振動架以及電動機傳動裝置組成.
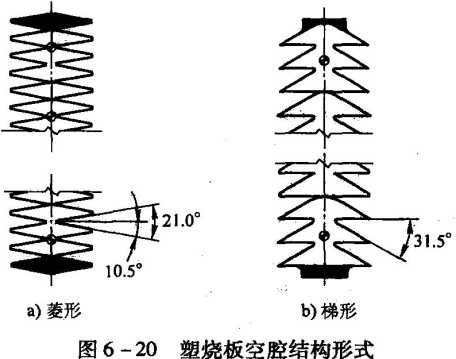
塑燒板為中空雙面波浪形結構,用多種高分子化合物粉體和特殊的結合劑為原料,經嚴格組配,混勻,鑄型,經高溫燒結,形成多孔壁母體,壁厚約為4~5mm,孔徑一般為50~80^m.然后在表面噴涂PTFE樹脂,形成微孔薄膜,并用特殊...
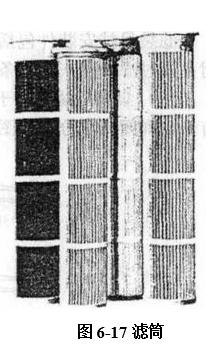
濾筒是由褶疊濾料,內護網,袋口安裝座,底盤以及褶紋定隔圈等粘合成型的筒形過濾元件,濾筒的濾料適宜選用由紡粘聚酯細旦長纖維或短纖維經分層絡合,高溫延壓制成的三維結構氈,也可以選用經硬挺化處理的常規針刺氈,表面予以覆膜.
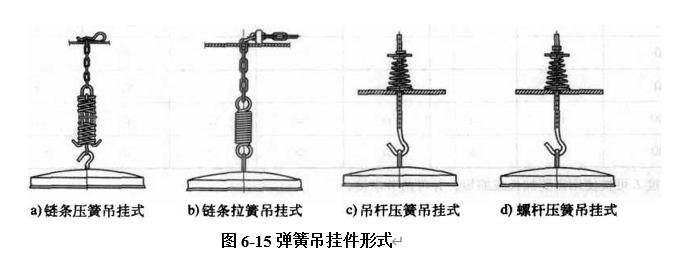
濾袋吊掛安裝件包括,袋帽,螺桿,彈簧吊鏈,抱箍,袋座等,是確保內濾圓袋袋口密封并在過濾及清灰工況條件下,保持一定形狀及工作狀態的安裝配件.
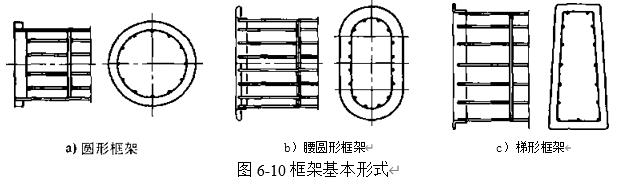
濾袋框架是使各種外濾袋在過濾及清灰工況條件下,保持一定形狀及工作狀態的安裝配件,是濾袋的“筋骨”,直接關系到濾袋的過濾,清灰效果及使用壽命.

對于縫制的濾袋,應檢驗尺寸和配件是否正確,修剪縫紉線頭.對于袋口縫有脹圈的濾袋,應先縫制樣品袋,并將袋口與用戶提供的袋帽或花板孔模具試安裝,確認松緊配合合適后,核定脹圈外徑,并按樣品袋尺寸批量下料縫制.

濾袋縫制,熱熔工藝及設備濾袋縫制或熱熔與濾料的性能和質量一樣重要,釆用正確的工藝和設備是保證濾袋制造質量的關鍵.濾袋的形式和濾料品種不同,縫制或熱熔工藝和設備也不一樣.
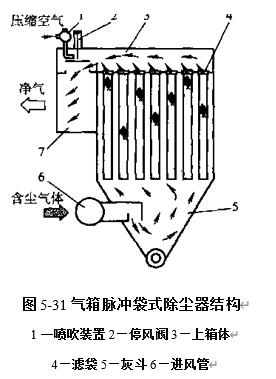
氣箱脈沖袋式除塵器系美國富樂公司技術,由我國建材行業引進生產.它主要由箱體,袋室,灰斗,進出風口和氣路系統等組成.箱體和袋室都分隔成若干小室,每室箱體出口處有一個停風閥,以實現停風清灰.
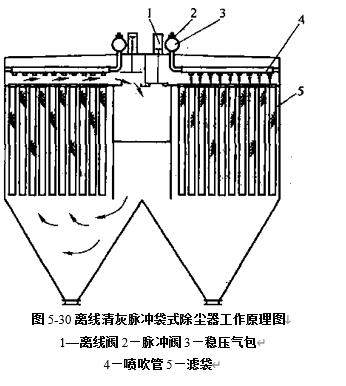
離線清灰脈沖袋式除塵器是分室清灰脈沖袋式除塵器的一種型式,分室清灰是為了避免或削弱脈沖袋式除塵器在清灰過程中存在的粉塵再次附著現象.具體做法是將除塵器分隔成若干倉室,并在逐室停止過濾的狀態下實行脈沖.
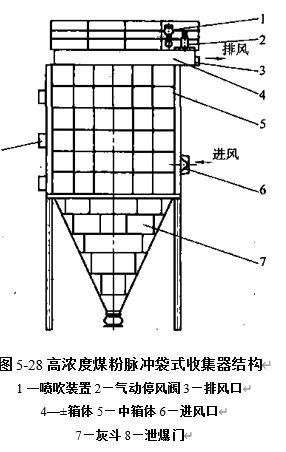
“防爆,節能,高濃度煤粉袋式收集器”將煤粉收集和氣體凈化兩項功能集于一身,能夠直接處理從磨粉機排出的高含塵濃度氣體,從而以一級設備取代原有的三級設備,使磨粉系統的收塵流程簡化為一級收塵,一級風機的系統,革除了傳統流程的弊...
? 2014-2024 杭州輝龍過濾技術有限公司 版權所有
浙ICP備14040208號-12
 浙公網安備 33010502006881號
網站地圖
浙公網安備 33010502006881號
網站地圖




客戶服務熱線
0571-86940066